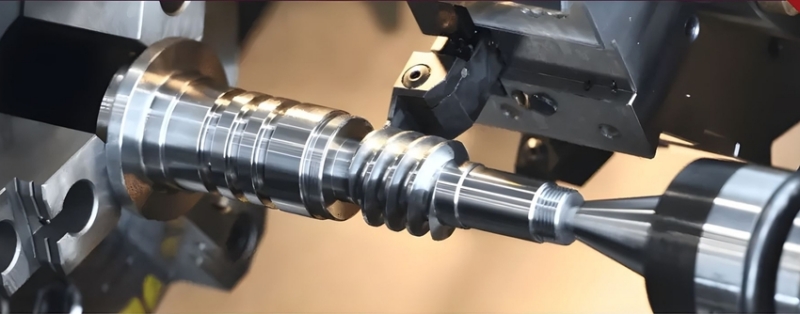
Grooving er en relativt kompleks prosess. For å gjøre en god jobb med rilling, må du først forstå hvilke typer riller. Vanlige sportyper inkluderer ytre sirkulære spor, innvendige hullspor og endeflatespor. Selv om behandlingen er vanskelig, kan rilling fullføres effektivt ved å betjene bearbeidingssenteret rimelig.
Hva er grooving?
Faktisk, i all verktøyskjæring, uavhengig av om verktøymaterialet er metall eller ikke-metall, og uavhengig av bearbeidingsmetoden for arbeidsstykkerotasjon eller verktøyrotasjon, så lenge et sporverktøy brukes til å kutte et spor på arbeidsstykke, kan det betraktes somrillebehandling.
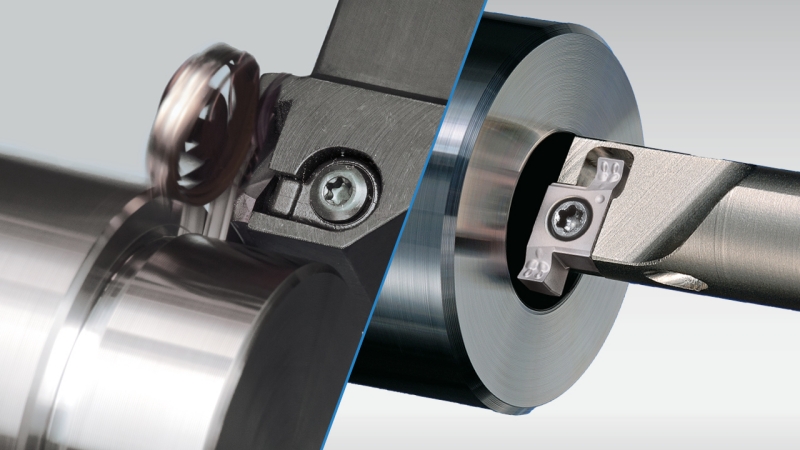
Tilinnvendig rilling, den beste maskineringseffekten oppnås når verktøyspissen er litt over senterlinjen.Ansiktssporinger mer spesiell, må verktøyet kunne bevege seg i aksial retning, og verktøyets bakradius må passe med radiusen som bearbeides.Ansiktssporingoppnår den beste maskineringseffekten når verktøyspissen er litt over senterlinjen.

I hvilken som helstrilleprosess, modelldesign og tekniske forhold til maskineringssenteret er også grunnleggende faktorer som må vurderes. De viktigste ytelseskravene til maskineringssenteret inkluderer: ha tilstrekkelig maskinkraft, en høyhastighetsspindel for å sikre at verktøyet kjører innenfor riktig hastighetsområde, og ikke vil falle i hastighet eller riste; ha tilstrekkelig stivhet til å fullføre den nødvendige skjæreprosessen, og ikke vibrere for å skade overflatefinishen til arbeidsstykket; ha et høyt nok kjølevæsketrykk og -strøm for å hjelpe til med å fjerne spon. Den funksjonelle utformingen av spindelsenterets vannutslipp kan oppfylle dette behandlingskravet.
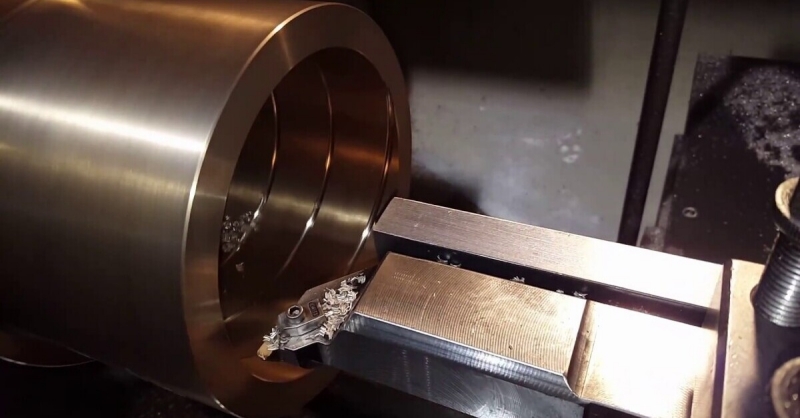
Faktisk er sporing ikke vanskelig når det gjelder programdesign og prosessering. Det som er komplisert er den uregelmessige formen på arbeidsstykket og den kontinuerlige feilsøkingen som følger. Derilleprosesskan fullføres effektivt ved å bruke forskjellen i prosesseringsmetoder på rimelig utvalg av verktøy.